













As warehouses face increasing pressure from labor shortages, rising order volumes, and tighter delivery expectations, automation has become a strategic necessity. One of the most impactful technologies driving this shift is the warehouse AMR, or autonomous mobile robot. Designed to move materials intelligently and safely through dynamic environments, warehouse AMRs are reshaping how goods are transported, stored, and fulfilled.
This article explores what warehouse AMRs are, how they work, key applications, and why they are becoming essential for scalable warehouse operations.
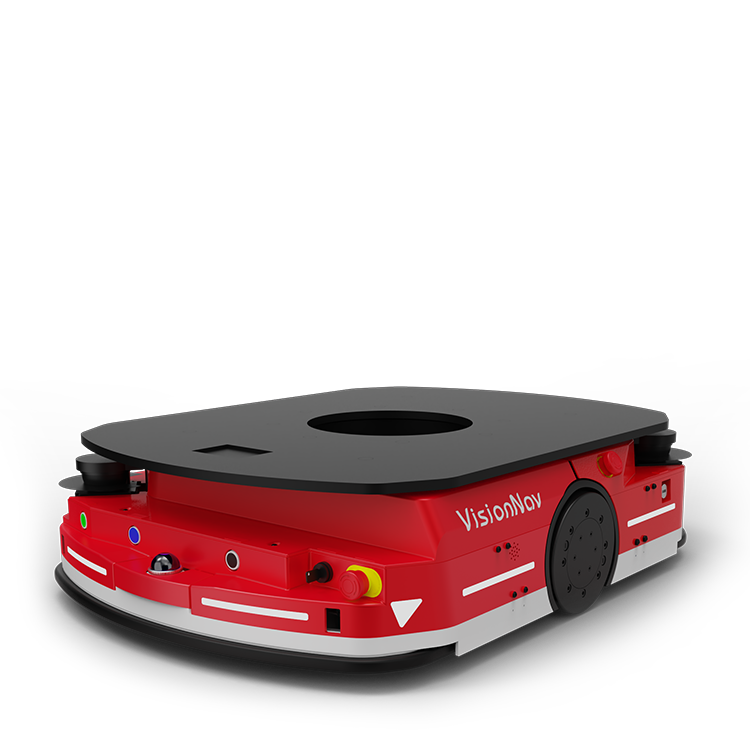
What Is a Warehouse AMR?
A warehouse AMR is an autonomous mobile robot designed to transport goods within a warehouse or distribution center without fixed paths or physical guides. Unlike traditional automated guided vehicles, AMRs navigate using sensors, cameras, LiDAR, and onboard software to understand their surroundings and make real-time decisions.
This flexibility allows AMRs to operate in dynamic environments where layouts change frequently, humans and forklifts share space, and workflows evolve over time.

How Warehouse AMRs Work
Warehouse AMRs rely on a combination of advanced technologies to move safely and efficiently:
-
Autonomous navigation using SLAM, or simultaneous localization and mapping
-
Obstacle detection and avoidance for safe human-robot collaboration
-
Fleet management software to coordinate multiple robots and optimize routes
-
System integration with warehouse management systems and warehouse control systems
These capabilities allow AMRs to adapt to changing conditions without requiring infrastructure changes such as magnetic tape, QR codes, or embedded wires.
Key Applications of Warehouse AMRs
Warehouse AMRs are used across a wide range of material handling tasks, including:
Pallet Transport
AMRs equipped for pallet handling can move full loads between receiving, storage, production, and shipping areas with consistent performance and reduced labor dependency.
Goods-to-Person Picking
By delivering items directly to picking stations, warehouse AMRs reduce walking time, increase pick rates, and improve ergonomic conditions for workers.
Line Feeding
In manufacturing and assembly environments, AMRs ensure production lines receive materials on time, supporting just-in-time operations.
Cross-Docking and Putaway
AMRs streamline inbound and outbound flows by automatically transporting goods from docks to storage locations or staging areas.
Benefits of Using Warehouse AMRs
Implementing warehouse AMRs delivers measurable operational advantages:
Increased Efficiency
AMRs operate continuously with predictable performance, reducing delays caused by labor availability or manual transport inefficiencies.
Improved Safety
Advanced sensors and intelligent navigation reduce collision risks and support safer interaction with pedestrians and equipment.
Scalability
Warehouse AMR fleets can be expanded incrementally, allowing operations to scale automation as volume grows without major layout changes.
Lower Total Cost of Ownership
Reduced infrastructure requirements and flexible deployment contribute to faster ROI compared to traditional automation systems.
Operational Flexibility
AMRs adapt to layout changes, new workflows, and seasonal demand without extensive reprogramming.
Warehouse AMR vs Traditional AGV Systems
While both technologies automate material transport, warehouse AMRs offer distinct advantages over traditional AGVs:
-
No fixed routes or physical guidance systems
-
Better performance in dynamic, mixed-traffic environments
-
Faster deployment and easier reconfiguration
-
Greater suitability for modern warehouses with frequent layout changes
These differences make AMRs particularly valuable for facilities seeking long-term flexibility and resilience.
Integration with Warehouse Systems
For maximum value, warehouse AMRs are often integrated with existing digital infrastructure, including:
-
Warehouse management systems for task assignments
-
Warehouse control systems for traffic and workflow coordination
-
Enterprise systems for data visibility and performance tracking
This integration enables real-time decision-making and supports data-driven optimization across the operation.
The Future of Warehouse AMRs
As warehouses continue to evolve, warehouse AMRs are expected to play an even larger role. Advancements in perception, AI-based decision-making, and fleet intelligence will further improve throughput, safety, and autonomy. Combined with smart forklifts, automated storage systems, and connected software platforms, AMRs are becoming a foundational component of next-generation warehouses.
Conclusion
A warehouse AMR is more than a mobile robot. It is a strategic tool for improving efficiency, safety, and scalability in modern material handling operations. By enabling flexible automation without rigid infrastructure, warehouse AMRs help facilities adapt to changing demands while maintaining high performance and reliability.
For warehouses seeking a future-ready automation strategy, warehouse AMRs represent a powerful step forward.