
















Seamless Integration of Production Lines – a New Workshop Logistics Ecosystem
Other - Production Line Transfer
How can VisionNav Robotics successfully help a multinational food manufacturing company achieve flexible warehouse management? We can find out more from this article.
Why is warehousing management important for food companies? As we know, food is related to dietary safety and must be shipped in time to ensure a stable market supply. In addition, food goods have a very short shelf life in the warehouses, therefore, warehouse inventory turnover efficiency and warehouse management become very important for food companies.
The customer is a multinational enterprise with a history of more than 100 years. Its products are very popular and are exported to many countries and regions. In addition, the customer's production and processing bases are all over the world. This project involves some processes such as automated handling of goods and put-away and picking to high-level racks in the warehouse.

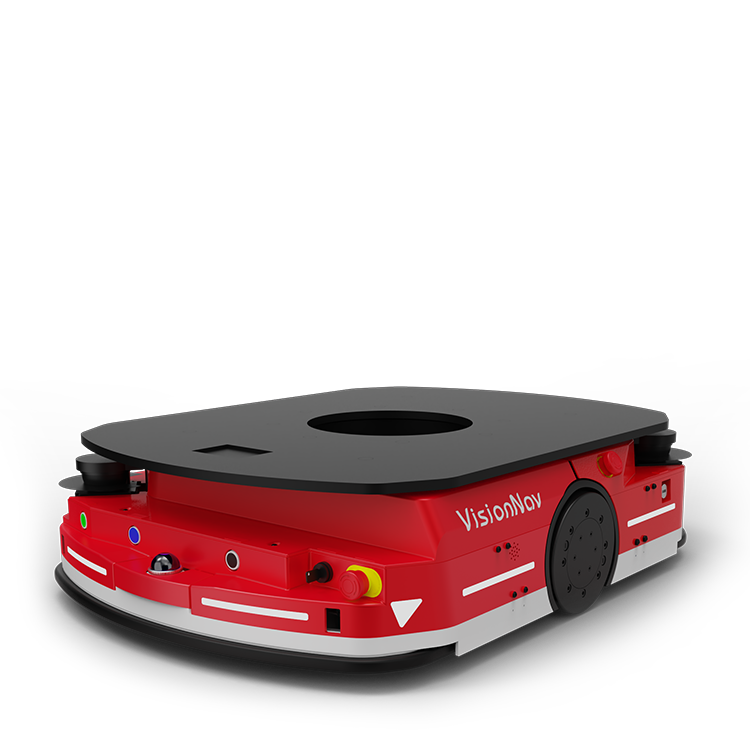
More Than One R Series Reach Truck AGV + RCS
VisionNav's Robot Control System (RCS) will be docked with the customer's WMS and the WCS system of automated storage and retrieval system (AS/RS) respectively, so as to obtain the information on warehouse location and goods, and conduct comprehensive inspection and management of autonomous forklifts, pallets, goods, and equipment. The VNMR15 small reach autonomous forklift can be connected to the roller line of the workshop, and can also be matched with a variety of carriers at the same time, its strong compatibility can meet the needs of customers for unmanned handling of diverse food goods. The VNR14 reach unmanned forklift is connected to the high-level beam rack to realize the put-away and picking to the high-level rack of more than 5 meters.

Step One:Roller Exit – Outbound Buffer Area
VisionNav's robot control system(RCS)will dock with the customer's WCS system, When an outbound task is established, the WCS system sends the information of the roller point and the unloading area to the robot control system, then, the system will dispatch the unmanned forklift to the corresponding roller area to pick up the goods after receiving the instruction.
Highlight
The autonomous forklift can be seamlessly connected to the roller line, and can also confirm the transport information by scanning the barcode of the goods. In addition, combined with the warehouse location monitoring system, whose function is to feed back the dynamic warehouse location information in the outbound buffer area in real-time, at last, the materials can be smoothly placed in the unloading area close to the relevant buffer area.
Step Two: High-level Rack – Outbound/Inbound Buffer Area
The high-level rack area of the project is equipped with a large VNR14 autonomous reach forklift, which can realize automated put-away and picking of goods from the rack above 5 meters and outbound and inbound transfer of goods from the buffer areas. The width of the high-level rack on-site is 3200mm. The large VNR14 autonomous reach forklift not only needs to store the goods on the high-level beam rack safely and efficiently, but also needs to maintain a 100mm interval between the goods in the rack.
Highlight
Based on leading visual navigation technology, and configured multi-sensors, the large VNR14 autonomous reach forklift can combine visual and natural environment information to obtain rack space information, and goods pose information when placing goods, The VNR14 can precisely control the lifting height and maintain the safe interval width between the goods and between the racks, to achieve efficient and high-precision goods access.

For a food company, excellent food warehouse management and control can not only help this company speed up inventory turnover, reduce costs and increase efficiency, but also help it build market competitive advantages successfully. VisionNav's solutions of "R series autonomous reach forklift + robot control system" can help customers achieve lean and automated management of warehousing, improve operational efficiency, and realize a positive return on investment as soon as possible.



