












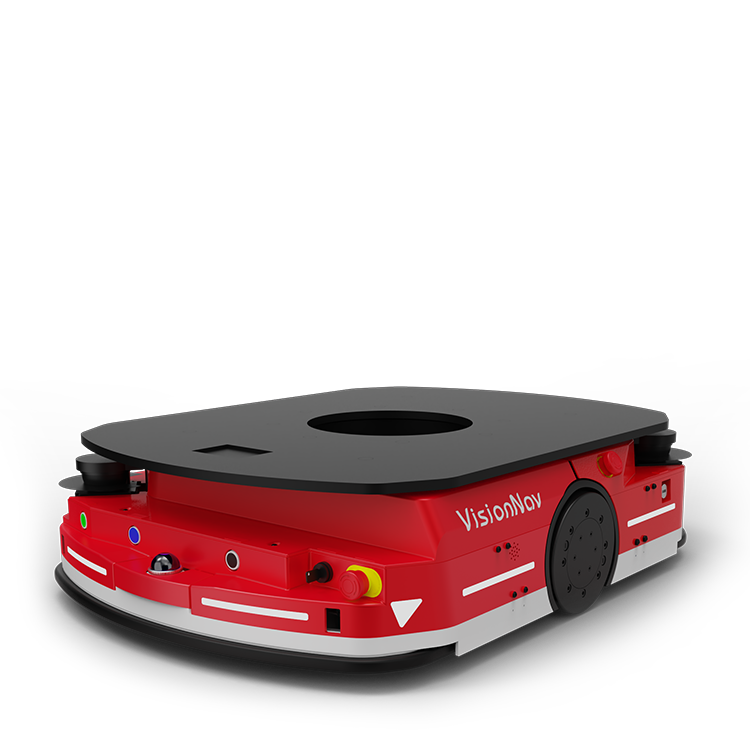

VNP 30
COUNTERBALANCE STACKER AGV/AMR
The photovoltaic (PV) glass industry is vital in the renewable energy sector, contributing significantly to global energy transition and sustainability. By integrating technologies like big data, artificial intelligence, and machine learning, the PV glass industry can enhance production efficiency, reduce costs, improve product quality, and boost market competitiveness.
This case study highlights the implementation of VisionNav Robotics’ advanced logistics automation solutions in the PV glass industry.
Project Overview
The client, a leading PV glass manufacturer, operates across multiple areas and production lines. The project employs VisionNav's VNP30 autonomous forklift, RCS2.0 central control dispatch system, and intelligent storage location monitoring system to ensure the safe and efficient transfer of PV glass materials across various regions.

Project Challenges
Custom A-frame Racks: The client's custom A-frame racks can cause the autonomous forklifts to experience shaking and material slippage when handling these racks.
Large-Sized PV Glass: The large PV glass sheets loaded on the A-frame racks are prone to tipping and breaking when the racks are fully loaded.
Integration with Automated Equipment: The site features multiple areas with stacking robotic arms and rotary tables, requiring seamless integration for material transfer.
Project Workflow
Hot-End Semi-Finished Products Off-Line: Area A has 4 production lines with 18 machines. When racks are fully loaded, the client's Manufacturing Operations Management (MOM) system sends detailed material information to the RCS dispatch system. The system automatically selects a storage location in the good products area and dispatches the VNP30 autonomous forklift to transfer materials to the designated area.
Deep Processing Products Online: The deep processing production line includes 3 lines with 8 machines, each with A/B side rotary stations. Based on the production scheduling plan, dispatch room staff lock the online material attributes of the corresponding machine in the batching system. The MOM system sends the online demand to the RCS dispatch system, which then automatically selects an empty rack area and dispatches the VNP30 autonomous forklift to the machine area.

Automatic Transfer. The VNP30 autonomous forklift connects with the rotary table of the online machine through the RCS system. Once the material is confirmed in place, the forklift picks up the goods and transports them to the designated area.

Project Highlights
Intelligent Storage Location Detection: VisionNav deployed an intelligent storage location detection system in various areas, including the NG products area, overflow area, and allocation area. Integrated with the client’s MOM system, it enables real-time monitoring of storage locations. The system displays blue when a location is occupied and red when it is empty. If goods exceed the adaptive pick-up range, the system prompts "goods misalignment" until the goods are correctly placed.
Anti-Tipping Devices: To address the client's unique A-frame rack and glass handling requirements, the VNP30 autonomous forklift is equipped with anti-tipping devices. The root of the forklift’s forks features a pressing tool that contacts and presses the lower beam of the A-frame rack’s fork entry side, preventing the rack from tipping backward during transport.

Glass Securing Board: When glass is placed at an angle on the A-frame rack, the VNP30 autonomous forklift uses a contact board to secure the glass and prevent tipping. The contact board uses silicone pads and other flexible materials to ensure safe transport of the glass.
By employing VisionNav's advanced autonomous forklifts and intelligent systems, the client has significantly improved the safety and efficiency of PV glass material transfer, demonstrating the transformative impact of cutting-edge logistics automation solutions.
About VisionNav Robotics
VisionNav® Robotics is a global supplier of autonomous industrial vehicles and intralogistics automation solutions. Based on AI & Machine Learning, Environmental Perception, Deep Machine Learning, and Servo Control technology, VisionNav has developed nine product series for full-stack scenarios to automate industry logistics. VisionNav has served more than 30 countries and deployed 350+ projects around the globe, and partners with 50+ Fortune 500 companies, covering auto manufacturing, tire, food, petrochemical, e-commerce, 3PL, pharmaceutical, and other industries.
Publishing Contact
Isabelle Rice
isabelle.rice@int.visionnav.com
Product Inquiry
Kelly Pierce
kelly.pierce@int.visionnav.com