












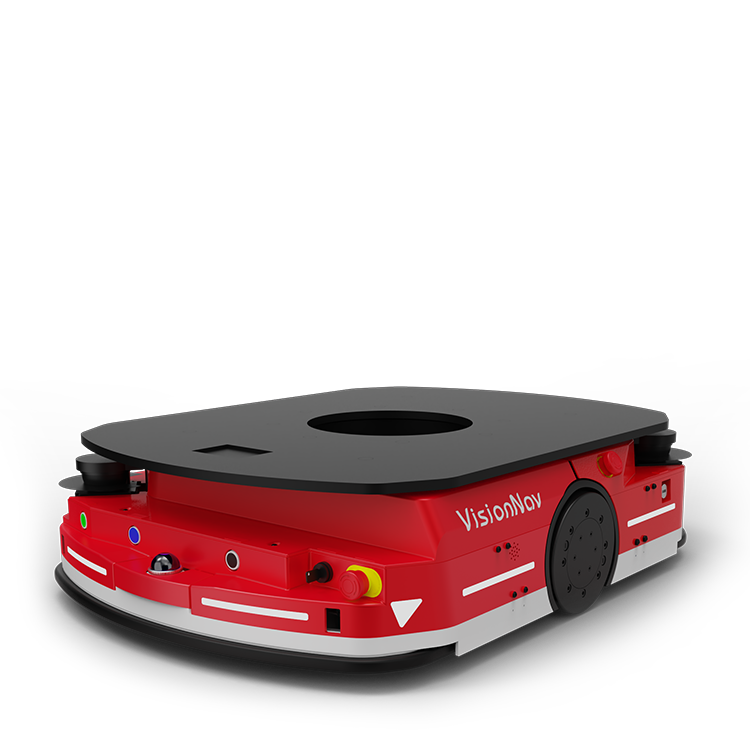

VNP 15
PALLET STACKER AGV/AMR
The client is a large pharmaceutical company integrating drug development, drug production and quality management, ranked among the top 100 pharmaceutical companies in China. The project described in the case is located in a large integrated production base under the name of the customer.
The customer is actively practicing smart manufacturing and has already realized unmanned production of pharmaceuticals in this integrated production base using automated production technology. The seamless integration of the production plant equipment with the logistics equipment, and thus the integrity of the factory logistics line, is a key part of the next stage of the customer's transformation and upgrade to full-scale intelligent manufacturing.
Future Robotics, with its leading flexible logistics unmanned solution and rich experience in the biopharmaceutical field, joined hands with this customer to turn this vision into reality. After fully understanding the customer's needs and site conditions, Future Robotics proposed a highly flexible logistics unmanned solution based on the starting point of helping the customer achieve total intelligent manufacturing.
The project deploys multiple Future Robot vision-guided counterbalanced unmanned forklifts and central control systems, which have been in operation for more than one year. The 24-hour continuous operation of the unmanned forklifts replaces manual handling, significantly reducing labor costs while maximizing control over the range of cargo loss rates, meeting customer expectations in terms of operational efficiency, operational stability and demand completion. After the successful launch and stable operation of the first phase of the project, the customer has planned to open the second phase of the project with Future Robot.
Translated with www.DeepL.com/Translator (free version)