












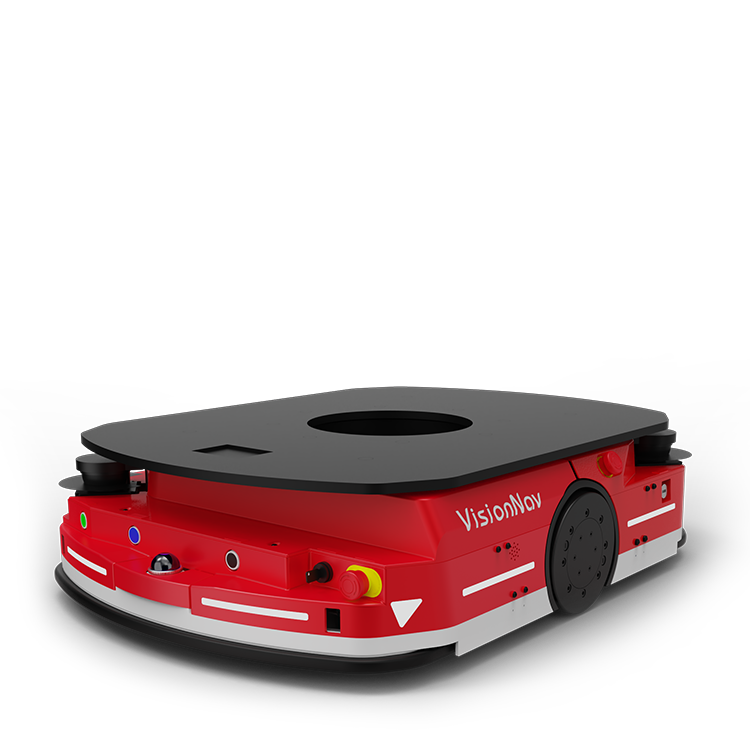

VNSL 14
Slim Forklift AGV/AMR
As manufacturing volumes continue to grow, many facilities face the same challenge: production expands faster than warehouse capacity. Limited storage space, increasing labor demands, and inefficient material movement can quickly become barriers to growth.
A leading cable manufacturer encountered this exact situation. With business rapidly expanding, its existing warehouse operations could no longer keep pace. Floor storage was filled with cable reels of varying sizes, manual forklifts handled every transport task, and warehouse efficiency was beginning to limit production.
To support the customer's long-term growth, VisionNav Robotics designed and deployed a fully integrated warehouse automation solution that combines autonomous forklifts, automated storage, intelligent conveyors, and fleet management software into a seamless material handling system.

The manufacturer's warehouse relied heavily on manual forklift operations for every stage of material movement. Raw materials, work-in-progress inventory, and finished goods all competed for valuable floor space, resulting in:
The customer needed more than an autonomous forklift. They required an end-to-end logistics solution capable of supporting future production growth while integrating seamlessly with their existing manufacturing processes.
After completing a detailed assessment of the facility, VisionNav developed a turnkey warehouse automation system tailored to the customer's production environment, material specifications, and operational workflows.
The deployment combines multiple automation technologies into one coordinated solution, including:
Together, these technologies automate material movement from raw material receiving through finished goods shipping while enabling fully automated transport between floors.

Cable manufacturing presents unique handling challenges. The facility processes cable reels ranging from approximately 20 to 43 inches in diameter, with multiple shaft lengths and materials including steel, plastic, and wood.
Rather than creating dedicated handling equipment for every product variation, VisionNav standardized operations using two fixture pallet designs capable of accommodating multiple reel sizes. Combined with the adjustable capabilities of the VNSL14 autonomous forklift, the system efficiently handles a wide range of products without sacrificing flexibility.

The production facility operates multiple manufacturing lines with frequent material movement between departments. Finished products also require transportation from the first floor to second-floor storage.
VisionNav integrated a custom-designed vertical lift with conveyor systems and autonomous forklifts to create a fully automated cross-floor logistics process. Material transfers that previously required manual labor are now completed automatically with intelligent scheduling through the RCS fleet management platform.
Automation must coexist safely with employees working throughout the facility.
The VNSL14 autonomous forklifts are equipped with multiple layers of safety technology, including:
When personnel enter predefined safety zones, vehicles automatically slow or stop as required, helping maintain safe operations in mixed traffic environments.
Reliable AGV performance starts with the operating environment.
During the project, VisionNav worked closely with the customer to improve floor conditions throughout the warehouse. By establishing clear standards for floor flatness, joint spacing, friction, and elevation changes, the team ensured consistent navigation accuracy and stable vehicle performance.
The system automates every stage of warehouse logistics.
After incoming inspection, warehouse personnel initiate an inbound task through the warehouse system.
Using VisionNav's 3D laser SLAM navigation, VNSL14 autonomous forklifts travel independently to the receiving area without requiring magnetic tape or reflectors. Their onboard perception system automatically detects the position and orientation of each cable reel, correcting for placement variations before pickup.
Materials are then transported to the AS/RS inbound conveyor, where barcode scanning, weighing, and dimensional inspection are completed automatically before storage.

When production requests materials, the Warehouse Management System (WMS) generates an outbound task.
The AS/RS retrieves the required inventory, while the VisionNav RCS dispatches an autonomous forklift to transport materials directly to the appropriate production line buffer area, ensuring continuous production without manual intervention.
After production, semi-finished products are automatically transferred to testing areas before returning to warehouse storage.
With placement accuracy of up to ±20 mm, the VNSL14 precisely positions every load, while fixture pallet designs ensure consistent alignment throughout the storage process.
Following final inspection, finished products are automatically routed toward storage.
Products destined for the second floor are transferred by conveyor to a vertical lift before another VNSL14 autonomous forklift receives and stores them in the upper-level warehouse. The entire process is coordinated through VisionNav's centralized RCS fleet management software.
When shipping orders are released, finished goods automatically travel through outbound conveyors to pickup locations.
Autonomous forklifts transport materials to the shipping area, where operators complete the final truck loading process. Human involvement is limited primarily to receiving, quality inspection, exception handling, and outbound loading.

By replacing manual transportation with coordinated warehouse automation, the customer achieved improvements across multiple areas of operation.
Autonomous transportation between production and warehouse operations significantly reduces manual handling while allowing a single vehicle to support multiple load types.
Integrated barcode verification, weight inspection, dimensional measurement, and VisionNav's onboard 3D perception system create multiple validation checkpoints throughout the workflow. This layered verification improves inventory accuracy while reducing handling errors.
The combination of autonomous forklifts and vertical lifts eliminates one of the facility's largest operational bottlenecks, enabling continuous movement between warehouse levels without manual transport.
Because the system is modular, additional autonomous forklifts can easily be added as production expands. This scalability allows the customer to continue growing without redesigning its warehouse automation infrastructure.
Warehouse automation is no longer limited to replacing individual forklifts. Today's manufacturers require connected systems that coordinate storage, transportation, inspection, and production into one intelligent workflow.
By integrating autonomous forklifts, automated storage, conveyor systems, vertical lifts, and intelligent fleet management, VisionNav Robotics helped this cable manufacturer transform its warehouse from a labor-intensive operation into a scalable, digitally connected logistics system.
As manufacturers continue to pursue greater efficiency, higher throughput, and smarter material flow, integrated automation solutions like this provide the foundation for long-term operational success.
Ready to modernize your warehouse operations? Contact VisionNav Robotics to learn how a customized autonomous material handling solution can help optimize your facility and support your future growth.