












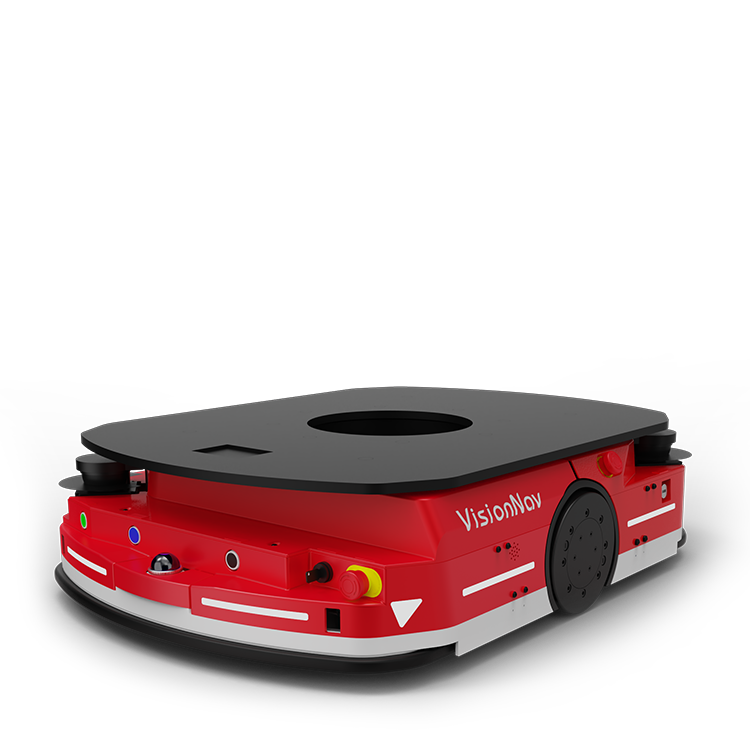

VNSL 14
Slim Forklift AGV/AMR
In the food manufacturing industry, warehouse logistics is a crucial component of production, playing a significant role in improving manufacturing efficiency and warehouse turnover. With the acceleration of digital transformation in the manufacturing industry, food manufacturing companies are placing higher demands on warehouse management and smart factories to adapt to development needs.
VisionNav, the global industrial autonomous vehicle leader, possesses extensive experience in the automation transformation of projects in the food industry. They offer efficient and cutting-edge software systems and integrated solutions with autonomous forklifts to meet the intelligent warehousing needs of food manufacturing enterprises.
Automatic Material Handling and Warehouse Management.
The VisionNav Slim, T, L, ST, and other series of autonomous forklifts achieve point-to-point horizontal transport processes. They can operate in narrow aisles and densely packed line warehouses. By incorporating high-precision sensing and servo control technologies, these autonomous forklifts can recognize carriers of different sizes and specifications, enabling efficient and stable operations.

The Robot Control System(RCS) interfaces with enterprise Warehouse Management System(WMS), Enterprise Resource Planning(ERP), and other systems. The autonomous forklifts can seamlessly integrate with external devices such as conveyors, automatic roller doors, elevators, etc. For businesses lacking warehouse space management, VisionNav can provide a warehouse management system. After the autonomous forklifts complete product transfers and inbound/outbound operations, the system automatically synchronizes logistics information, enabling intelligent and digital management of food warehouse operations.
Case Study: Snack manufacturing enterprise
VisionNav Solution: VNSL14 Pallet Stacker +RCS
VisionNav integrates multiple units of VNSL14 pallet stacker autonomous forklifts and RCS. Through system integration with the customer's MES, logistics information is seamlessly connected, allowing the autonomous forklifts to interact with automatic equipment such as docking ports and roller doors throughout the operational process, achieving full automation.

Ground stacking storage + pallet stacking
VisionNav offers customized dense storage and multi-level stacking solutions for food manufacturing companies utilizing ground stacking storage. This not only maximizes warehouse utilization on the same footprint but also enhances product turnover rates, reducing labor costs and product losses.

Case Study: Food Processing and Manufacturing Enterprise
VisionNav Solution: VNR15 Counterbalance Stacker + RCS
VisionNav VNR15 autonomous forklift enables 24-hour operations, reducing manual labor intensity, minimizing human intervention, and enhancing the efficiency of automatic inbound and outbound operations of materials from the production line to the warehouse and back to the production line. This standardizes ground stacking warehouse operations.
VisionNav RCS 2.0 scheduling system integrates with the customer's inventory management system, implementing digital management for material inbound and outbound processes. The system allocates and manages ground-level storage locations, achieving electronic and intelligent management of floor storage positions. Inventory information is synchronized and updated, providing visualized inventory status, allowing real-time monitoring of material onboarding and offboarding status changes.
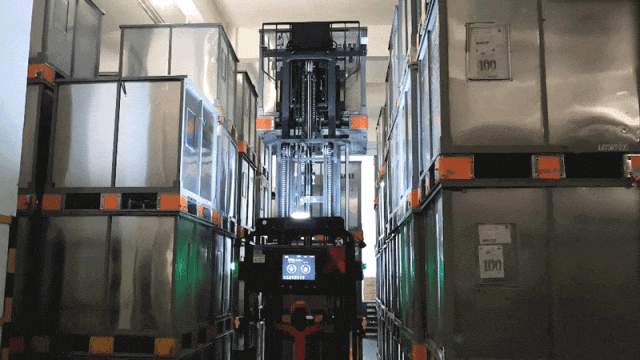
Shelf storage + high-level access
In the food industry, high-level shelves are not uncommon. The higher the shelves, the greater the risk during the lifting process for autonomous forklifts. The VisionNav R series reach truck AGV use 3D laser perception to acquire information about shelf space and cargo posture. They control the lifting height of the fork end, maintaining a safe distance between goods and between goods and shelves. This ensures efficient and precise access to goods, allowing access to shelves exceeding eleven meters in height.

Case Study: Multinational Food pProcessing Enterprise
VisionNav Solution: R series Reach Truck AGV + RCS
VisionNav's RCS seamlessly integrates with the customer's WMS and the vertical storage system's WCS, obtaining information about storage locations and goods. It comprehensively monitors and controls autonomous forklifts, pallets, goods, and equipment. The VNMR15 compact forward-moving autonomous forklift interfaces with the customer's roller conveyor system, accommodating various carriers to meet the autonomous handling needs of diverse food products. The VNR14 forward-moving autonomous forklift interfaces with high-level horizontal beam shelves, enabling access to shelves above 5 meters.

VisionNav will continue to accelerate its deep expansion and layout in the food manufacturing industry, addressing pain points and challenges for customers, and facilitating the upgrade of intralogistics for a sustainable future ahead.