Unlocking Efficiency with Robotic Forklift Trucks
In today's fast-paced industrial landscape, businesses are continually seeking innovative solutions to enhance operational efficiency and safety. Robotic forklift trucks, also known as autonomous forklifts, have emerged as a game-changer in material handling. By integrating advanced robotics and artificial intelligence, these machines are revolutionizing warehouse operations.

What Are Robotic Forklift Trucks?
Robotic forklift trucks are autonomous vehicles designed to transport materials within a warehouse or manufacturing facility without human intervention. Equipped with sensors, cameras, and sophisticated software, they navigate complex environments, pick up and deliver loads, and communicate seamlessly with other systems.
Key Benefits of Robotic Forklift Trucks
- Enhanced Efficiency: Operating 24/7 without the need for breaks, robotic forklifts significantly boost productivity, ensuring a continuous workflow.
- Improved Safety: Equipped with advanced sensors and AI technology, these forklifts can detect their surroundings in real-time, preventing collisions and ensuring safe operations.
- Cost Reduction: By automating material handling, businesses can reduce labor costs and minimize errors associated with manual operations.
- Seamless Integration: Robotic forklifts can be integrated with existing warehouse management systems (WMS), facilitating smooth operations and data synchronization.
Real-World Applications
Leading companies have already reaped the benefits of robotic forklift trucks in their operations. Here are some case studies from our company:
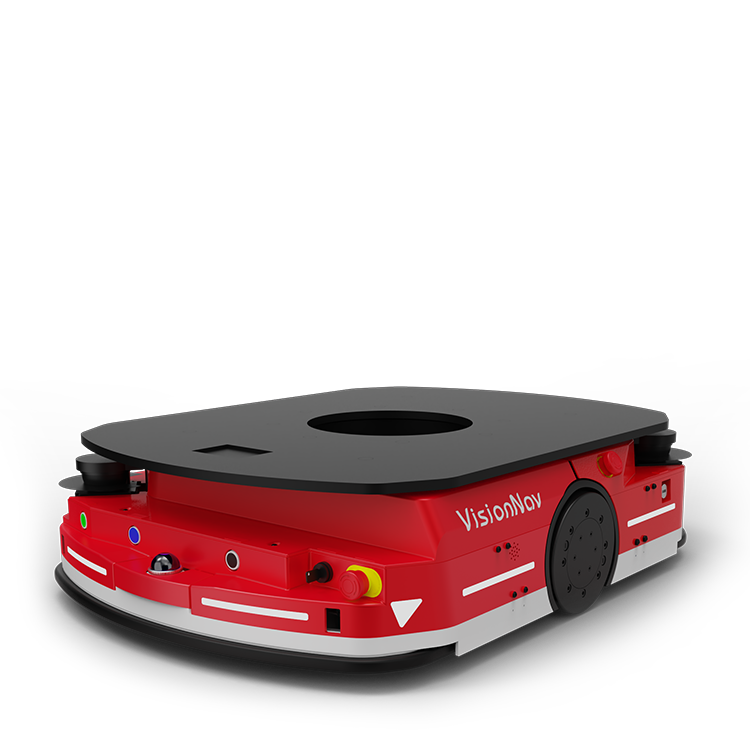
VisionNav Robotics' VNP 15 Autonomous Forklift
In a recent project, VisionNav delivered a solution comprising Autonomous Mobile Robots (AMRs), the VNP 15 counterbalanced stacker, and the Robot Central System (RCS) 2.0. This integrated system was seamlessly combined with robotic arms, enabling centralized management and significantly enhancing intralogistics efficiency.

Van Truck Loading via Autonomous Forklift
VisionNav's VNE20 autonomous forklifts were utilized to automate the loading and unloading of goods onto van trucks. The system achieved precise positioning and efficient handling, reducing manual labor and improving overall operational efficiency.

Multi-Floor, Multi-Process Integration in Printing Manufacturing
In a printing manufacturing facility, VisionNav's VNSL14 and VNST20 autonomous forklifts were integrated to streamline material handling across multiple floors and processes. This integration enhanced internal logistics efficiency and supported the company's industrial transformation.
Safe and Efficient Transfer of PV Glass Materials
VisionNav's VNP30 autonomous forklifts were employed to handle PV glass materials, ensuring safe and efficient transfer across various regions. The system included intelligent storage location detection and anti-tipping devices, addressing the unique challenges of handling delicate materials.

These case studies demonstrate the versatility and effectiveness of robotic forklift trucks in enhancing operational efficiency across various industries.
Is Your Business Ready for the Future?
Embracing robotic forklift trucks can position your business at the forefront of industrial innovation. By enhancing efficiency, safety, and cost-effectiveness, these autonomous solutions are paving the way for the future of material handling.
To learn more about how robotic forklift trucks can transform your operations, contact us today.