












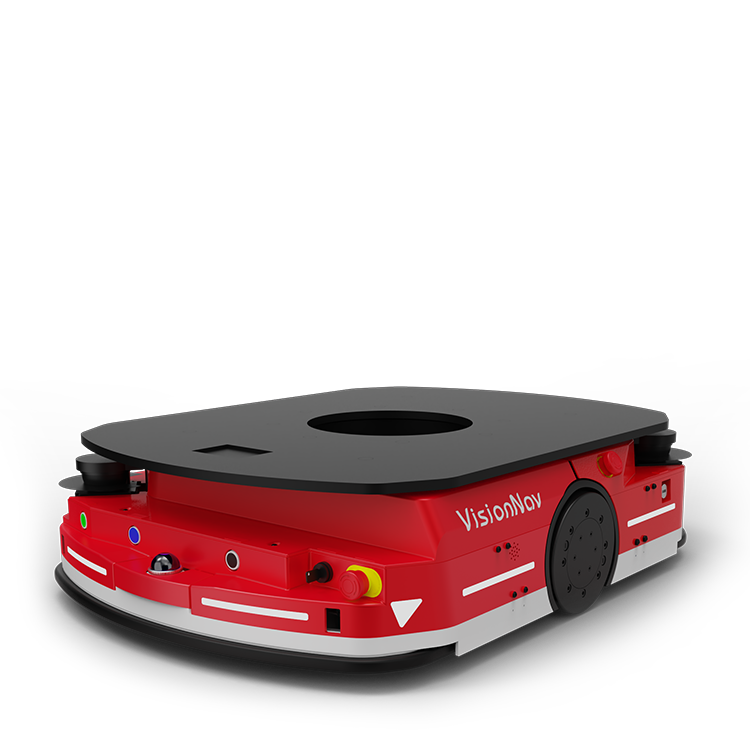

VNSL 14
Slim Forklift AGV/AMR
The pharmaceutical manufacturing sector is rapidly advancing in logistics automation. By integrating advanced logistics equipment with cutting-edge information technology and effective management systems, pharmaceutical companies have been able to streamline the acceptance, storage, sorting, and distribution of drugs. These improvements not only enhance order processing capabilities and reduce delivery times but also lower operational costs and elevate both service quality and capital utilization.

Project Background
This case study details the successful implementation of VisionNav Robotics solutions at a prominent pharmaceutical manufacturing enterprise. The client, a major publicly traded group, focuses primarily on the production of antibiotics. The operational setup required the flat transfer of materials using two types of carriers: Sichuan plastic pallets and silver metal fixtures, both measuring 1000x 1200x 700mm (40" x 48" x 28"). The system was integrated with three roller lines that demanded precise placement of carriers, maintaining a safety gap of at least 40mm.
Solution Deployed
To optimize their internal logistics, the client installed two VNSL14 pallet stacker autonomous forklifts and incorporated an RCS2.0 central control dispatch system, linked to three roller lines. This configuration automated key processes including the loading of raw materials, unloading of finished products, and handling of empty pallets, significantly cutting labor costs and boosting efficiency.
Operational Workflow:
Raw Material Handling: Operators at the preparation zone use PDAs to verify the location of goods. Following this, the RCS central system dispatches VNSL14 forklifts to transfer raw materials to the roller line’s feed point. After processing, these forklifts relocate the empty pallets to the designated collection area, completing the cycle.

Finished Goods Management: Once products are packaged and labeled, they are conveyed to the end of the roller line where a VNSL14 forklift awaits to move them to the storage area, marking the completion of the product offloading process.

Empty Pallet Operations: Empty pallets stored temporarily are checked by operators for placement accuracy and stack height. On receiving a retrieval request, the RCS system guides a VNSL14 forklift to pick and deliver these pallets to the specified roller line.

Leveraging information technology in pharmaceutical logistics represents a significant stride towards the future of the industry. VisionNav Robotics continues to lead the way in transforming pharmaceutical manufacturing with smart, automated solutions that enhance efficiency and adaptability across operational processes.
About VisionNav Robotics VisionNav® Robotics is a global supplier of autonomous industrial vehicles and intralogistics automation solutions. Based on Machine Learning, Environmental Perception, Deep Machine Learning, and Servo Control technology, VisionNav has developed nine product series for full-stack scenarios to automate industry logistics. VisionNav has served more than 30 countries and deployed 350+ projects around the globe, and partners with 50+ Fortune 500 companies, covering auto manufacturing, tire, food, petrochemical, e-commerce, 3PL, pharmaceutical, and other industries.
Publishing Contact
Isabelle Rice
isabelle.rice@int.visionnav.com
Product Inquiry
Kelly Pierce
kelly.pierce@int.visionnav.com